
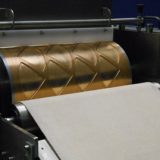
Dough Feed Transfer Conveyors

Our Dough Feed Conveyors utilize a combination of novel features to guarantee accurate and consistent dough feed. A range of dough types – wheat, potato and corn – can be transferred to the forming units by selecting the right combination of features. The design meets daily production demands whilst maintaining ease of operation and sanitation. Innovative Design transfers dough efficiently with negligible dough spillage. Removable side guides fitted for potato and corn dough allow full access for cleaning and sanitation. The space between the main conveyor and back-up conveyor is fully adjustable to allow for sheet thickness variation. A speed cascade maintains the relationship between main and back-up conveyors. Efficient Dough Transfer is the primary function of the Arrow Dough Feed Conveyor. It is made possible by supporting the dough sheet at the feeder / conveyor transfer using the feeder bottom roll scraper. Side guides located between the scraper and incline keep loose material (such as corn masa dough) within the conveying width. Robust Stainless Steel construction is used throughout the conveyor. Belts are food grade polymer and blue is the standard colour. Conveyors can be mobile to allow cleaning off-line or suspended from above to create access below the production line. The mobile support frame is “cut-back” to allow passage between forming system and conveyor. Automated Dough Inspection using state of the art x-ray technology can be added to dough feed conveyors. Ceramic, glass and stainless steel material can be detected in the dough feed before reaching sensitive areas of the plant and eventually contaminating finished products. Dough is rejected by a retracting conveyor roller acting under the control of the metal detection system. After rejecting the contaminated dough, the conveyor roller returns to its normal operating position. The inspection conveyor then continues to supply dough to the forming system. Technical Specifications Key Features Stainless steel construction. Separate main and back-up conveyor drives. Variable frequency drives on main and back-up conveyors. Speed cascade on main and back-up conveyors for ease of operation. Mobile design with braked casters. Hopper level sensor to control feed rate. Conveyor and dough feeder alignment system. Options Speed reference signal available for dough feeder. Metal check unit and dough reject. X-ray inspection unit for ceramics, glass and stainless steel detection. Non back-up conveyor version can be supplied. Suspended from above conveyor version. Very steep incline conveyors up to 60 degrees. Conveyor decks can be folded to create a “trough”...
read moreScorpion 2 – Data Logging Measurement System

Scorpion Data Logger Faster – Easier – Smarter the R&D Smart SensorTM is a multi-element system enabling the collection of 4 key baking parameters in a single pass. The user quickly gathers a complete set of profiles characterizing Environment Temp, Product Core Temp, Airflow and Energy Transfer. To collect this data using individual sensors typically requires four passes through an oven. With its small footprint, only 254mm (10”) wide and only 40mm (2”) of headroom required, the R&D Smart SensorTM will pass through virtually any process. An additional sensor can be supplied to measure humidity. Space is included within the R&D transportation case for the humidity sensor making the larger system easily portable. The Process The Scorpion Data Logger is both a process development tool and a diagnostics tool. There are many useful features within the system that provide data for a range of users. Both product core and environmental temperatures can be overlaid on the same graph to give a clear understanding of baking (or freezing) performance within the production process line. Furthermore, Scorpion has a superior results presentation capability that allows key points to be traced to within 25mm (1”) of their location inside the oven (or freezer). This can lead to time and cost savings when attempting to fault find inside the process. The features include two types of thermocouple suitable for either solid bands or open mesh bands. A contact type thermocouple is used on solid bands. This sensor is combined with a loop type thermocouple that measures top heat. Open mesh bands use two loop type thermocouples separated by a division plate to prevent mixing of top and bottom heats. Scorpion has the ability to store data before the need to download to another device. This time saving feature allows more profiles to be obtained in a fixed period of time compared to loggers where data must be downloaded before the next profile can be taken. By selection of the appropriate thermal barrier, bake times of over 2 hours and temperatures of 260 degrees Centigrade can be profiled. Request a Demo – We would welcome the opportunity to make a demonstration visit and profile your oven or freezer. Visits are ‘hands-on’ and can be very helpful when making a key investment decision. In order to obtain the best return from Scorpion it should be used regularly even to check that the baking (or freezing) system is performing correctly. Scorpion 2 Lite Data Logger A new low cost development in data logging, Scorpion 2 Lite can provide an entry level system for measuring oven temperatures. It is compatible with a limited number of temperature measurement devices, i.e. Temperature Interface, Product Probe Interface, Product Probes and bare wire Thermocouples. When connected to the former devices, Scorpion 2 Lite creates the same temperature output results as more expensive systems. This compatibility means that Scorpion Lite is upgradable. Once the user has experienced the productivity and performance of the Scorpion Lite system, other parameters can be added such as air velocity sensors. The Scorpion Lite has an onboard User Interface that enables data collection without the need for a computer on the production floor. Immediately upon connecting a Smart Sensor, a communication link is established between the data logger and sensor. A self test is initiated and a healthy condition is indicated by a Ready Light on the front of the device. The user can be confident that all data logger and sensor parameters are within operational limits. Further features include the Test Button to display the memory and battery capacity remaining. Also, it cautions the user when the...
read more
Convert a Manual Dough Feed to an Auto Feed

Automatically feed dough to the production line and eliminate manual handling Accurate and consistent dough feeding of the forming system is a major factor in the performance of a snacks production line. The preferred method of transferring dough is to form a sheet. Snack dough types tend to lack any natural binding forces that allow accurate metering and transfer. Typically, snack dough types need pressure to form a sheet. A pair of sheeting rolls is the optimum method of creating dough pressure and hence a continuous sheet. The advantages of a continuous sheet over randomly discrete pieces are constant feed rate and superior distribution within the forming system hopper. Account must be taken of the ability of snack dough types to ‘bridge’ or plug. This effect can occur above the sheeting rolls impairing the formation of a uniform dough sheet. A range of anti-bridging systems are available – dough gates to limit build up above the rolls, kibbler shafts that break up dough masses to maintain flow and ‘bridge breakers’ that release dough from the hopper sides. At Arrow, we use a pair of sheeting rolls with gap adjustment to form a dough sheet. Dough is regulated by a dough gate and a kibbler shaft stops a single mass forming above the rolls. Use of dough accumulation in the dough feed system frees the mixer to start the next mixing cycle. A conveyor in the bottom of the feed system supported on rollers automatically advances the bulk dough mass. Good design practice is used to avoid the pit falls of dough bridging. Vertical sides lined with low friction material reduce the chance of a dough bridge forming. Corn masa dough can be likened to machining ‘sand’. You think that you have formed a dough sheet and then one poor transfer can break it. The Arrow dough feeder includes many features to assist transfers such as barbed scrapers that support the dough sheet between roller and conveyor. If you would like to know more about our advanced products, then please call us. Technical Specifications Key Features Stainless steel construction throughout Low friction rollers below conveyor Good access for cleaning and sanitation Rear sweep out door with interlock Thick or thin sheet roller settings Quick release conveyor tension system Optional Features Dough gate regulation between live bottom bin feeder and sheeting rolls Variable roll gap adjustment controlled by the operator Kibbler shaft above sheeting rolls VFD speed cascade for rolls and conveyor Dough feeder width options are 500mm, 600mm and 1000mm. Larger widths are available Steep incline conveyors for dough sheet transfer to forming machine hopper Metal detection conveyors for dough sheet inspection Wheat, corn and potato dough types can be automatically...
read moreRotary Cutter Modification for Dual Operation

Two snack products can be produced on the same production line without the need to change cutter rollers. The use of separate cutting and docking rollers is very popular in rotary cutting applications. The cutter pressure can be trimmed independently of the docker pressure. Usually, when operating the rotary cutter with separate cutting and docking rollers two rubber anvil rollers are required. They sit below the cutter web and accept the reaction force imposed on the product by the cutter / docker rolls. In order to increase plant utilization, a second cutter can be located in the docker roller station. Unfortunately, both anvil rolls will normally operate and come into production at the same time. This creates an unacceptable situation when two cutter rollers are loaded in the rotary cutter. The solution is to make the rubber anvil rollers operate independently. The rotary cutter requires modification. A set of conversion parts plus new rollers will be manufactured for conversion on site. There is no need to remove the machine from the production line. Firstly, a thorough site survey of the machine is required combined with research of existing manuals and drawings. An engineering layout drawing can be created to show the parts that will remain and the location of the new conversion parts. From the engineering layout drawing a manufacturing package can be created and a site Method Statement prepared. In order to reduce site assembly time, the design is broken down into modules or sub-assemblies. The benefit of this approach is to guarantee parts will fit when they arrive on site. A project plan with actions, timings and inputs by others (eg belt joiners) was prepared for the site phase of the project. When operating in a production time window delays or errors are not allowable. Progress can be compared with plan and action taken where appropriate. A site modification of this type requires a strong knowledge of rotary cutting combined with a robust project plan. At Arrow we design and build rotary cutters and have over 20 years of site based project work experience. If you would like to know more about our advanced products, then please call us. Key Requirements A thorough knowledge of rotary cutters and cutter rolls. At Arrow we manufacture rotary cutters and rollers. A strong project management capability including planning skills. A professional approach to site work including organisation and assembly skills....
read moreSheeter Roll Fatigue Crack for Repair
Rollers can be repaired after a fatigue failure at the bearing journal Sheeting rolls are subject to massive loads and high strains. Also, as the rolls rotate they are subject to a cyclic fatigue mechanism. Eventually, given the right combination of load, speed and time the roll will fail not by overload but by fatigue. Typically, rolls have a shoulder on the journal to position a bearing. The majority of failures occur at this shoulder rather than the centre of the roll. This is the point of maximum stress. The failure starts as a surface crack. It migrates at a slow pace towards the centre of the journal. The crack reaches a certain diameter where the stress exceeds the material’s strength and the roll fails instantly. Surface crack detection systems can be used to prevent roll failures. Usually, the rolls have to be removed from the machine for inspection and this makes prevention unattractive. Measuring roll deflections can be used to estimate roll loading, and hence, stress. Care is required to take out bearing clearance from any roll deflections. Having established or estimated stresses at the bearing shoulder, a review of the design can be made. Here, shaft diameter and material selection are evaluated for service life and strength. The key material parameter is endurance limit. Typically, for steels the endurance limit is about 45% of the ultimate strength. To prevent roll failure the maximum peak stress must remain below the endurance limit. The easiest way to reduce stress for a given load is to increase the shaft diameter. This does not necessarily mean new rolls. In the case of the potato chip sheeter we were able to modify the existing rolls by removing the original journals and fitting new. Arrow’s preferred assembly technique for roll manufacture is to use liquid nitrogen to shrink the journal into its roll. We do employ other assembly techniques such as a flanged bolt-in journal. However, this is used for lighter duty roll construction. One major advantage of shrink-fitting journals is that a material stronger than the original roll can be used to help offset the increase in diameter. Roll diameter is governed by the bearing centre span in order to minimise roll deflection. A good roll design should conform to the one-third rule. The bearing journal should be at least one-third the diameter of the roll. Bearing selection can play an important part in roll performance. At Arrow we use spherical roller bearings on sheeting rolls. This type of bearing eliminates the bending (or resisting) moments at the ends of the rolls and ensures that the reaction-forces are directed in line with the sheeter side-frames. If you would like to know more about our advanced products, then please call us. Key Features Shaft diameter should be large enough to keep peak stress below endurance limit at the bearing journal. Select a journal material that has a good endurance limit. Use a spherical roller bearing for high load applications. Pre-load bearing for optimum performance....
read more
